Impianti ATEX per l’abbattimento dei COV nel settore farmaceutico
Case history sulla progettazione di tre filtri a carboni attivi ATEX per il trattamento di COV e solventi
Il contesto del progetto
L’azienda protagonista di questo Case History appartiene a un importante gruppo farmaceutico internazionale attivo nella ricerca, nello sviluppo e nella produzione di farmaci.
Durante il processo produttivo l’azienda impiega reattori chimici per la sintesi dei principi attivi. Le operazioni di carico manuale dei reattori generano emissioni di Composti Organici Volatili (COV) e solventi. Se non adeguatamente captati e trattati, possono compromettere la sicurezza degli operatori e la qualità dell’ambiente di lavoro.
Per incrementare il controllo delle emissioni e adeguare gli impianti di aspirazione alle specifiche condizioni operative, il cliente ha affidato a Tecnosida® la progettazione e la realizzazione di tre sistemi di abbattimento in esecuzione ATEX.
Filtri a carboni attivi ATEX per il settore farmaceutico – Galleria





Analisi tecnica e progettazione degli adsoritori a carboni attivi ATEX
I tecnici Tecnosida® hanno effettuato un sopralluogo tecnico per analizzare il processo produttivo, le portate d’aria da trattare e la natura degli inquinanti emessi.
Dall’analisi è emersa la necessità di realizzare tre impianti indipendenti destinati al trattamento dei COV provenienti dai reattori installati in tre diversi capannoni classificati ATEX Zona 2.
Pur adottando la stessa filosofia impiantistica, i tecnici Tecnosida® hanno progettato e dimensionato ogni sistema in funzione delle caratteristiche della singola linea produttiva, così da garantire la massima efficienza di abbattimento e la piena conformità ai requisiti di sicurezza.
Canister di prefiltrazione per la protezione dei carboni attivi
Prima della fase di adsorbimento il flusso aeriforme viene convogliato all’interno di un canister installato a monte del ventilatore.
Il canister è un contenitore di sicurezza dotato di sacchi barriera che consentono la sostituzione degli elementi filtranti senza dispersione delle polveri contaminate nell’ambiente. La sua funzione è intercettare il particolato e le sostanze pericolose prima che raggiungano i depuratori a carboni attivi, preservandone la capacità adsorbente e la durata operativa.
Filtro a carboni attivi ATEX per l’abbattimento dei COV e dei solventi

Dopo la prefiltrazione, il ventilatore convoglia il flusso al filtro a carboni attivi ATEX posizionato all’esterno del capannone e posto in pressione per garantire prestazioni ottimali.
Questa tecnologia sfrutta la capacità adsorbente dei carboni attivi per trattenere i Composti Organici Volatili (COV) presenti nell’aria aspirata, garantendo un efficace abbattimento degli inquinanti prima dell’emissione in atmosfera attraverso camini dedicati provvisti di bocchello di campionamento.
Nel caso specifico tra i COV emessi dai reattori è presente anche l’acetone, solvente appartenente alla famiglia dei chetoni che, in particolari condizioni, può essere soggetto a fenomeni di autoaccensione con conseguente rischio di incendio all’interno degli impianti. Per questo motivo i tecnici Tecnosida® hanno progettato l’impianto con specifici dispositivi di sicurezza che intervengono tempestivamente in caso di necessità.
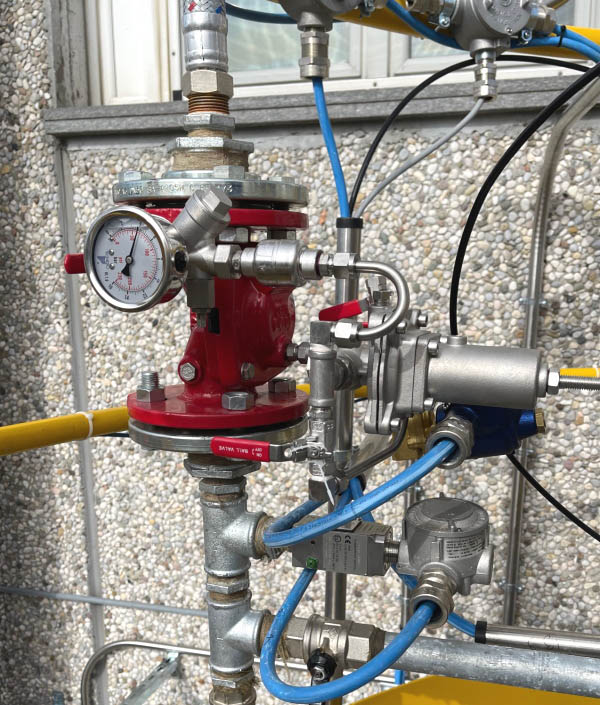
Sistema antincendio e monitoraggio della sicurezza
Per ridurre il rischio di incendio, ogni depuratore è equipaggiato con rilevatori termovelocimetrici inseriti direttamente nel corpo del filtro.
In caso di aumento anomalo della temperatura, la centrale antincendio attiva una valvola a diluvio che immette acqua all’interno del depuratore, consentendo il rapido spegnimento di eventuali principi d’incendio. Il sistema è completato da un misuratore di monossido di carbonio (CO), che integra il controllo termico aumentando il livello complessivo di sicurezza dell’impianto.
Monitoraggio della saturazione dei carboni attivi
I depuratori a carboni attivi Chemsorb® impiegati in questa applicazione sono dotati di un sistema automatico per il monitoraggio della saturazione del letto adsorbente.
Durante la messa in esercizio i tecnici Tecnosida® registrano il peso iniziale del letto adsorbente e definiscono il valore di saturazione in funzione dei COV trattati. I sistemi di controllo, installati alla base dei depuratori, monitorano la variazione di peso del carbone attivo: con il progressivo adsorbimento dei solventi il letto aumenta di peso fino al raggiungimento della soglia impostata, consentendo di programmare la sostituzione del materiale adsorbente.

Gestione dell’impianto e ottimizzazione dei consumi del filtro a carboni attivi ATEX
I tre impianti sono gestiti tramite PLC con possibilità di comando e controllo da remoto.
La regolazione dei motori elettrici avviene mediante inverter, che consentono di adattare le prestazioni alle reali esigenze produttive riducendo i consumi energetici.
L’impianto è inoltre equipaggiato con pressostati dedicati al monitoraggio continuo dello stato di efficienza dei sistemi di aspirazione e dei depuratori.
Risultati del progetto
Tecnosida® ha realizzato la fornitura con formula chiavi in mano, comprendendo lo smontaggio degli impianti esistenti, l’installazione delle nuove apparecchiature , la messa in esercizio e la consegna della documentazione tecnica, delle dichiarazioni CE e della certificazione ATEX 2014/34/UE.
Al termine del progetto il cliente ha affidato a Tecnosida® anche il servizio di manutenzione programmata degli impianti per i successivi tre anni, oltre allo sviluppo di nuove soluzioni tecnologiche all’interno dei propri stabilimenti.
Hai un’esigenza simile?
Se anche il tuo processo produttivo genera emissioni di COV e solventi in ambienti classificati ATEX, il nostro team tecnico può supportarti nella progettazione della soluzione più adatta alle caratteristiche del tuo impianto. Ogni sistema viene dimensionato su misura in funzione delle portate, degli inquinanti da trattare, dei requisiti di sicurezza e delle normative applicabili, con l’obiettivo di garantire efficienza di abbattimento, continuità operativa e massima sicurezza.
Contattaci per confrontarti con i nostri tecnici e valutare la soluzione più adatta alle caratteristiche del tuo processo produttivo.